转自:中国汽车材料网
【聚焦】轻量化钢铝混合车身先进连接技术的应用与发展
节能、环保等政策以及相关法律法规影响着汽车车身轻量化的发展趋势。铝合金和热成形钢材料是车身轻量化发展的重要组成部分,两者均可明显地降低车身的重量,增加车身的强度和刚度,满足新能源汽车发展的要求。
一、钢铝轻量化车身结构特点
奥迪公司在20世纪90年代初,就已经推出了全铝合金车身,其目的一方面是轻量化,另一方面是追求更高的加速性能。但是随着轻量化和碰撞法规的更高要求,奥迪车身逐渐由全铝车身向铝合金和热成形混合车身的方向发展,即以铝合金作为主要车身材料,同时辅以热成形框架增加强度和刚度的设计形式。
其中的典型代表车型是奥迪A8系列,其代表了轻量化发展的基本历程,同时也间接反映了相关产品和法律法规的发展要求,也促进了相关车身焊装新技术的发展与应用。奥迪A8车身材料演变过程如图1所示。
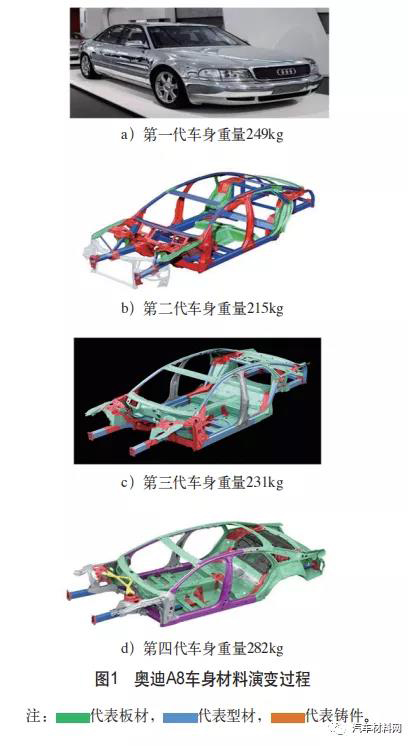
奥迪A8车身材料经过近30年的发展,从最初的第一代全铝合金车身,逐步过渡到了铝/钢混合的车身结构,其中铝合金约占70%,热成形钢约占20%,镁合金和其他材料的比例不超过2%,其余为普通高强钢材料。作为最新一代的奥迪A8车身,增加了热成形钢的比重,这主要是为了增加新能源车更为苛刻的车身强度和刚度要求,从而满足碰撞等产品性能要求。
铝合金主要采用铝合金板材、铝合金型材以及压铸铝合金等。板材主要应用于覆盖件和部分结构件,型材主要应用于门的加强梁和保险杠等部位,压铸铝合金主要应用于承受更大冲击力的部位,如弹簧腿支架和发动机悬置等。在铝合金材料的应用过程中,压铸铝合金的应用得到了越来越广泛的关注。由于压铸的特殊工艺、较高的过冷度和成形压力,因此可以得到晶粒更为细小的组织,使其具有更高的力学性能,强度可以达到普通低合金钢的等级。
二、铝合金RES技术特点
因为大量铝合金和热成形钢的应用,所以必须解决铝合金和铝/钢异种材料的焊接性问题。为了实现铝/钢车身的连接,奥迪A8几乎采用了目前最为先进的多种连接技术,见下表。其中,部分焊接技术是随着产品升级而由奥迪公司主导开发的,这一方面不仅满足了自身产品的设计要求,同时也促进了车身焊接新技术的发展与应用。
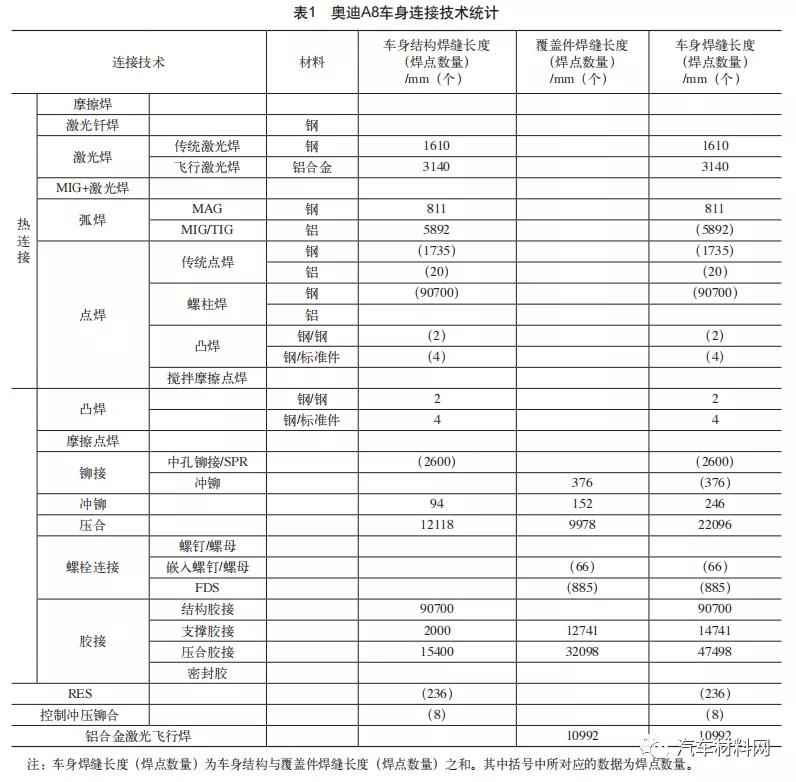
奥迪A8车身焊接技术主要以各种激光焊技术、铆接技术、新型弧焊技术和新型点焊技术为主体,传统点焊技术的地位得到弱化。在新的连接技术中,激光焊、CMTbrazing、RES等新技术的应用就与铝合金和热成形钢的材料物理化学性能存在密切关系,可以较好地解决铝/钢接头的焊接性问题。结合铝合金和热成形钢材料的物理化学性能,在铝/钢车身的连接技术中,激光焊技术、铝合金中/高频点焊技术、RES技术等是轻量化车身的主要应用技术,可以满足车身连接的设计要求。
铝合金RES技术应用范围:
-
钢/铝异种材料的点状连接,对于屈服强度级别在700MPa以下的钢板,可以采用FDS或SPR等连接方法来完成。
-
对于热成形钢板,其屈服强度已达1200MPa以上,通过上述方法难以实现连接,可以通过RES焊接方法进行连接。
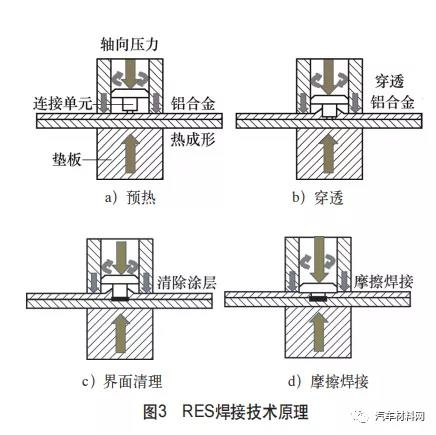
RES(德文缩写为Reibelementschweißen)是德国大众集团参与开发的一种新型连接技术,其借鉴FDS技术和摩擦焊技术的相关原理,可以实现热成形钢和高强铝合金等异种材料的优质连接,目前已成功应用于奥迪A8、Q7、A6L等车型的白车身生产。


RES在Q7上的应用
RES是一种利用连接单元高速旋转,穿透低硬度板材,然后利用其与高硬度板材的摩擦及塑性变形而形成焊接接头的新型连接技术。在轴向压力与摩擦力的作用下,钢质连接单元尖端与硬质板材之间完成摩擦焊接过程。它可以实现铝合金与热成形板材的优质焊接,具有热输入低、无形变、无余渣残留、无需预加工处理和低排放等特点。RES的焊接技术原理如图3所示。
三、铝/钢车身连接技术的未来发展方向
3.1 三光斑激光焊技术
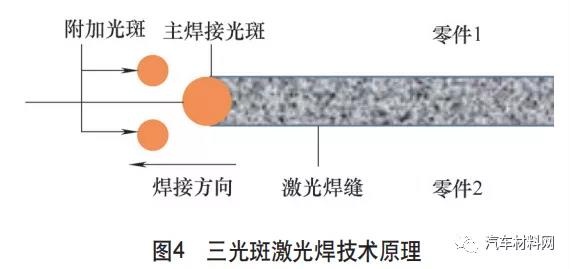
三光斑激光焊技术原理如图4所示。三光斑的设计思想主要是为了提高焊接质量,避免在焊接过程中因为待焊件表面的油污等杂质或涂层的影响,造成焊缝中气孔的产生。通过光源的合理分配,在前置的两个能量较弱的光斑作用下,这些油污或涂层可以在主光斑焊接之前被加热烧结清除,从而避免了焊缝中气孔等缺陷的产生,提高了焊接质量。另外,对于铝合金的激光熔焊,前置光斑可以预热铝合金,从而提高铝合金的吸收率,达到降低激光功率的作用。
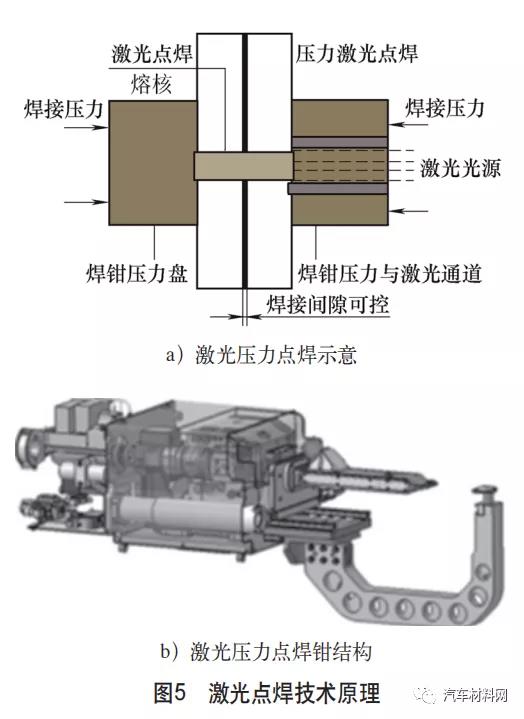
3.2 激光点焊技术
激光点焊技术是为提高激光点焊质量而设计的一种新型有压力参与的激光复合焊技术,该项技术原理如图5所示。激光点焊技术既利用了激光能量密度高的优点,又利用了点焊焊接时可以施加压力的特点,实现了激光熔焊过程中的无缝隙或微小缝隙焊接,极大地提高了接头质量和焊点表面成形质量,对于制造高品质车身具有较好的应用前景。
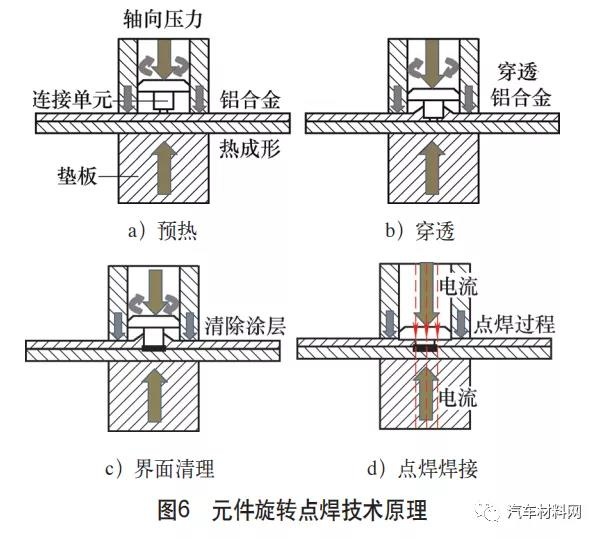
3.3 元件旋转点焊技术
元件旋转点焊技术是目前正在开发的一种新技术,结合了RES和点焊技术的部分特点。前程与RES相似,即通过轴向压力和旋转,元件穿越铝合金板材;后期采用传统电阻点焊的方式,实现螺钉与热成形板材的焊接。该焊接方法的优点是既可以实现异种材料的连接,也可以部分消除RES后期顶锻压力所造成的焊点变形,适用于对变形要求较高的场合(见图6)。
来源:[1]韩立军,郭院波.汽车轻量化车身先进连接技术的应用与发展[J].金属加工(热加工),2021(04):1-6.
[2]ECB车身会议
中国汽车材料网整理

 微信扫码
微信扫码
 暂无在线客服
暂无在线客服
 用户中心
用户中心
 意见反馈
意见反馈
 暂无热线电话
暂无热线电话
