轧辊在板带钢生产中对产品质量的影响
——转自:云轧钢
造成粘辊有哪些原因
造成粘辊的原因是局部压下量过大,断带碎片、折叠带钢等进轧机所致。一般轻微粘辊经人工用磨石磨削后可继续使用,带钢表面要求高时必须换辊。

对冷轧轧辊的材质有哪些要求?
冷轧过程中,轧辊表面承受很大的挤压和强烈的磨损。高速轧制时卡钢、过烧等会造成辊面裂纹。因此,冷轧工作辊应该具有极高而均匀的硬度,一定深度的硬化层以及良好的耐磨性与抗裂性。轧辊具有良好的耐过烧、抗裂性是延长轧辊寿命的主要因素。

轧辊硬度不够对轧制过程有哪些影响?
轧辊硬度不够,轧制时弹性压扁大,轧辊与带钢表面接触面积增大,要获得同样厚度的产品,必须增大轧制压力,而轧制压力大对板形的调节不利。轧辊粗糙度大,轧制时轧辊与带钢表面摩擦系数增大,造成摩擦力增大,轧制压力增加。
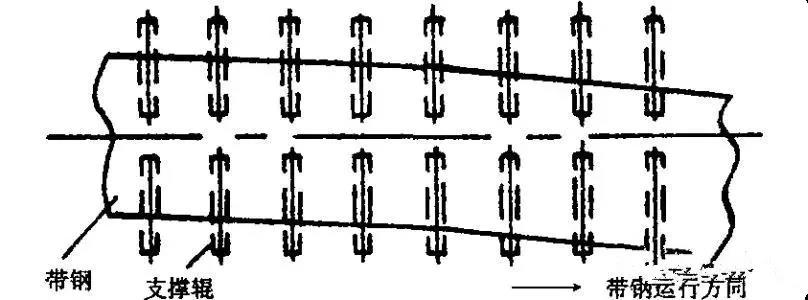
怎样用弯辊来消除“两边浪”和“中间浪”?
当轧制过程中带钢出现两边浪时,说明带钢两边的轧制压力过大,这时应用正弯辊来消除两边浪,当出现中间浪时,说明轧辊原始凸度或热凸度太大,这时用负弯辊来消除。
如何防止穿带时的跑偏?
首先,在穿带前一定要校正好压下,给定好辊缝,看来料质量情况,是否有边浪,观察带钢运行情况。发现跑偏及时调节压下,如跑偏太快调不过来迅速停车。在轧制过程中,带钢出现跑偏一般在穿带或甩尾时发生,造成带钢跑偏的主要原因有以下几个方面:
1)由于来料的原因来料板形不好,有严重的边浪,使带钢边缘控制装置不能准确及时地进行有效调节,造成第一道次带钢跑偏,采取措施是轧制速度不要太高,及时调节压下摆动调节或及时停车。
2)操作原因由于操作压下摆动调节不合理,造成带钢跑偏。
3)电气原因由于在轧制过程卷取机张力突然减小或消失造成带钢跑偏、断带。
4)轧辊由于轧辊磨削后有严重的锥度,使压下找不准,在轧制中给操作压下摆动增加了难度,轻者会产生严重一边浪造成板形缺陷,重者造成跑偏断带。
5)带钢边缘控制装置故障、跑偏装置、灯管或接受装置污染等,使跑偏装置失效造成第一道次跑偏。
轧辊磨削会出现哪些质量缺陷?在轧制过程中会产生哪些不良后果?
1)辊身有锥度:造成压下不能校正,并容易造成一边浪,板形难以控制,要求辊身锥度小于O.1mm
2)磨削不圆:辊身有椭圆度。在轧制过程中产生振动,轧制压力波动,沿长度方向带钢厚度波浪形变化。
3)凸度:在机组工艺上要求轧辊为平辊,若轧辊有凸度,在轧制过程中易产生带钢中间浪和二肋浪
4)轧辊表面粗糙度太大。在轧制过程中轧制压力增加,板形难以控制,并且影响带钢表面质量。
5)轧辊辊身裂纹,由于未对裂纹进行掏沟、磨净。未对轧辊进行探伤检测,在轧制过程中带钢表面产生与裂纹形状的突出轧痕。

轧辊断辊产生原因
1)轧辊制造原因:辊颈部位本身就有缺陷,加之该部位承受扭距最大。轧辊断辊一般发生在辊颈部位。
2)爆辊造成断辊:大轧制力高速轧制时爆辊造成断辊。断辊部位在爆裂部
3)操作原因造成断辊:压下偏斜,轧辊一侧受力。容易造成轧辊在辊颈部位断裂。

 微信扫码
微信扫码
 暂无在线客服
暂无在线客服
 用户中心
用户中心
 意见反馈
意见反馈
 暂无热线电话
暂无热线电话
